

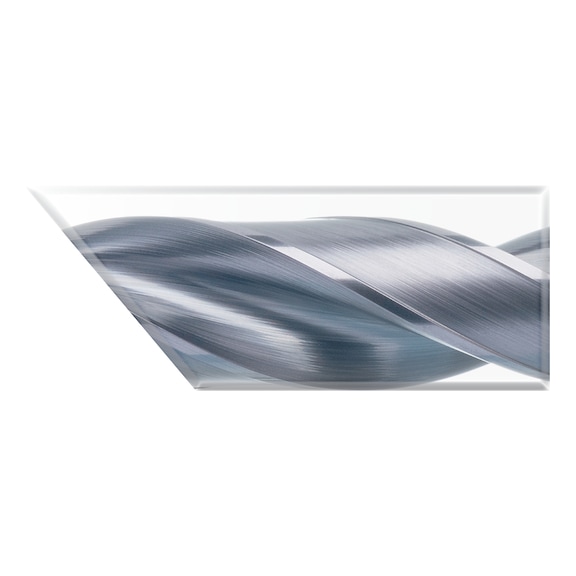








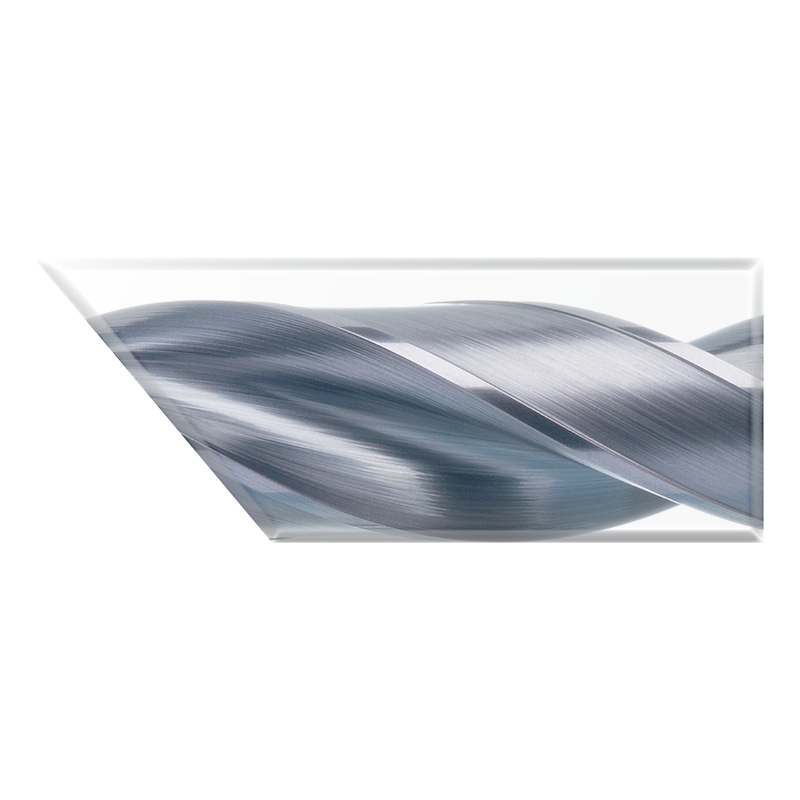


ATORN 180° high-performance drill, SC TiAlN, 5xD 9.5 mm x 10 mm x 103 mm
Brand: ATORN
Surface: TiAlN
Length: 103 mm
Art.-no. 11168295
Manufacturer article no. 12040536
EAN 4050293447651
Individual prices for customers after login















Application
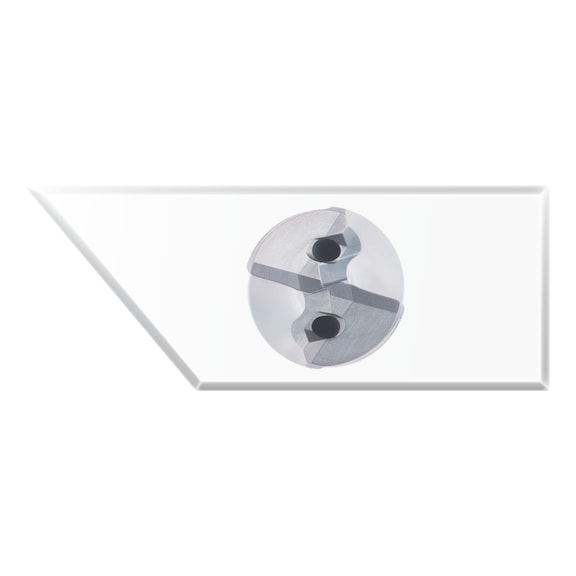
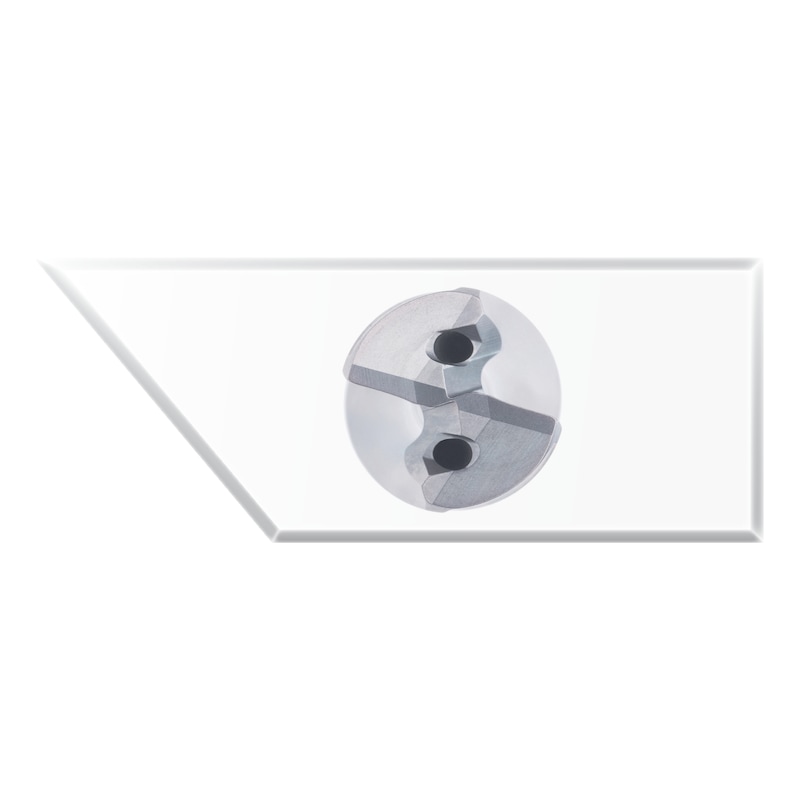
For producing drill holes with a 180° hole base in one operation
Execution
- Heavy-duty solid carbide drill with 180° precision grinding and drill heels
- Recommended pilot drill bits under art. no. 11181.
Advantage
- drilling and counterboring in a single work step at high cutting speed
- Innovative geometry ensures good chip removal
Notes
The maximum permissible inclination of the drilling surface is 15° correction factor = 0.25
For spot drilling, multiply feed f [mm/U] by correction factor Kf
- Spot drill with reduced feed until the tool cuts to 0.25xD over the total ø
- For angled spot drilling: Retract at double feed rate f [mm/U]
- After spot drilling at reduced feed rate (correction factor), drilling continues at feed rate f [mm/U] according to recommended cutting data without correction factors
- Setting a pilot hole is recommended for drilling on flat surfaces.

Brand | ATORN |
EAN | 4050293447651 |
Manufacturer Part Number | 12040536 |
Material to be processed | Universal use |
Cutting material | SC |
Surface | TiAlN |
Max. drilling depth (D) | 5xD |
Angle of the tip | 180 Degree |
Coolant supply | Internal |
Tool holding device | HA parallel shank |
Cutting edge diameter | 9.5 mm |
Shank diameter | 10 mm |
Chip flute length | 61 mm |
Length | 103 mm |
f steel 1000 | 0.14 mm/r |
Edge protection chamfer length | 0.48 mm |
Harmonized System Code | 82075050 |
Product Group | 1AB |
Gross Weight | 0.096 kg |
| Material groups for cutting values | Description regarding DIN | Strength Class [N/mm²] | Material No. | Vc [m/min] | f [mm/r] with diameter | Suitability |
|---|---|---|---|---|---|---|
| 1.00 Steels | ||||||
| 1.01 Free machining steel | 9 S 20 | < 900 | 1.0711 | 70-100 | 0.18-0.23 | ⚫ |
| 1.02 Structural steel | ST 37-2 | <500 | 1.0037 | 70-95 | 0.18-0.23 | ⚫ |
| 1.03 Structural steel | ST 60-2 | > 500 | 1.7735 | 70-90 | 0.18-0.23 | ⚫ |
| 1.04 Heat-treated steel | 42 CrMo 4 | <1000 | 1.7225 | 60-70 | 0.18-0.23 | ⚫ |
| 1.05 Cast iron | GS-45 | <1000 | 1.0446 | 50-70 | 0.15-0.2 | ⚫ |
| 1.06 Case-hardened steel | 16 MnCr 5 | <1200 | 1.7131 | 40-50 | 0.15-0.2 | ⚫ |
| 1.07 Ferritic/martensitic stainless steel | X 10 Cr 13 | <1100 | 1.4006 | - | - | ⚪ |
| 1.08 Heat-treated steel | 43 CrMo 4 | >1000 | 1.3563 | 40-50 | 0.15-0.2 | ⚫ |
| 1.09 Nitriding steel | 31 CrMoV 9 | <1300 | 1.8519 | 40-50 | 0.15-0.2 | ⚫ |
| 1.10 Tool steel | X 38 CrMoV 5 1 | <1300 | 1.2343 | 40-50 | 0.18-0.25 | ⚫ |
| 3.00 Non-ferrous metals | ||||||
| 3.01 Long-chipping aluminium | AI99.9 | <500 | 3.0305 | 100-250 | 0.3-0.35 | ⚪ |
| 3.02 Short-chipping aluminium | G-AISi12 | <500 | 3.2581 | 100-200 | 0.3-0.35 | ⚫ |
| 3.03 Copper alloy bronze, long-chipping | CuSn4 | <1200 | 2.1016 | 100-150 | 0.3-0.35 | ⚪ |
| 3.04 Copper alloy bronze, short-chipping | CuNi12Zn24 | <850 | 2.0730 | 100-180 | 0.3-0.35 | ⚫ |
| 3.05 Copper alloy brass, long-chipping | Cu Zn 20 | <600 | 2.0250 | 100-150 | 0.3-0.35 | ⚪ |
| 3.07 Thermoplastic | Cu Zn 39 Pb 3 | <600 | 2.0381 | 100-180 | 0.3-0.35 | ⚫ |
| 3.07 Thermoplastic | PVC, Acrylglas | <100 | - | - | ||
| 3.08 Duroplast | Bakelit, Melamin | <150 | - | - | ||
| 3.09 Fibre-reinforced plastics | CFK, GFK | <1500 | - | - | ||
| 3.10 Graphite | C8000 | <60 | - | - | ||
| 3.11 Composite materials | - | - | ||||
| 4.00 Cast metal | ||||||
| 4.01 Grey cast iron | GG10 | <260 HB | 0.6010 | 60-100 | 0.18-0.23 | ⚫ |
| 4.02 Spheroidal graphite iron | GGG 40 | <310 HB | 0.7040 | 60-100 | 0.18-0.23 | ⚫ |
| 4.03 Ductile iron | GTW-55 | <280 HB | 0.8055 | 60-100 | 0.18-0.23 | ⚫ |
Last viewed

EROGLU milling cutter holder HSK-A32-8-60 shape A with coolant bores

DAkkS calibration without sticker internal quick callipers <= 100 mm

WIDIA cutting body TDMX FPE diameter 16.50 mm

LISTA drawer cabinet 54x27E 1450x1023x572 mm KEY Lock R5012 with 11 drawers

HAKRO men's Cotton Tec polo shirt, ink, size XXL

ATORN SDUC offset boring bar, HSS, positive, right, AH 12 M SDUC R/L 07

multiCOM connection cable with DIGIMATIC interface, cable length 2 m

ORION metal circ saw blade, HSS, finely toothed, 63 mm x 1.2 mm x 16 mm A T=80

ORION square end mill HSSE8 DIN 844 long 12.0 mm shank DIN 1835B T=3

Abraflex non-wov. abr. roll, 115 mm wide, 10 m long, gr. size A-280 coarse, blue