





ATORN drill thread milling cutter circular SC TiAlN straight shank HA M5x0.8
Brand: ATORN
Surface: TiAlN
Nominal diameter: 5 mm
Length: 57 mm
Art.-no. 13498705
Manufacturer article no. 12280641
EAN 4050293751437
Individual prices for customers after login









Application
For producing metric right-hand threads and left-hand threads with countersink on CNC machines in blind holes and through holes, in steel, stainless steel, non-ferrous metals, cast iron and special alloy material groups up to a strength of 1500 N/mm².
Execution
- Precision-ground drill thread milling cutter with chamfer for maximum requirements in terms of process reliability and service life
Advantage
- Innovative cutting geometry for very high dimensional accuracy, process reliability and chip removal
- High-quality cutting material and cutting edge finish for very high service life requirements
- Significantly optimised process times, as bore, thread and countersink are produced in one step
Notes
The tool must be used in an anti-clockwise rotation!

 | |
Brand | ATORN |
EAN | 4050293751437 |
Manufacturer Part Number | 12280641 |
Cutting material | SC |
Surface | TiAlN |
Hole type | Clearance/blind hole ≤ 2.5xD |
Coolant supply | Internal |
Tool holding device | HA parallel shank |
Suitable for thread type | M, M-L |
Nominal diameter | 5 mm |
Pitch | 0.8 mm |
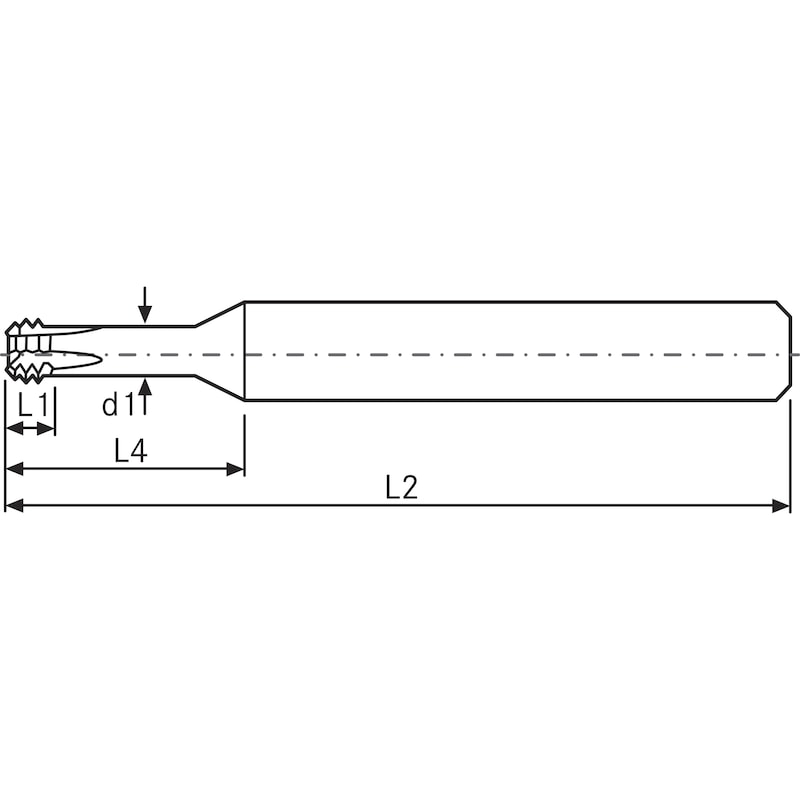
Length (l2) | 57 mm |
Cutting edge diameter (d1) | 4 mm |
Effective length of thread milling (l4) | 13.7 mm |
Shank diameter | 6 mm |
Number of cutting edges | 4 PCS |
Harmonized System Code | 82074010 |
Product Group | 132 |
Gross Weight | 0.025 kg |
| Material groups for cutting values | Description regarding DIN | Strength Class [N/mm²] | Material No. | Vc [m/min] | f [mm/r] with diameter | Suitability |
|---|---|---|---|---|---|---|
| 1.00 Steels | ||||||
| 1.01 Free machining steel | 9 S 20 | < 900 | 1.0711 | 80-120 | 0.01-0.03 | ⚫ |
| 1.02 Structural steel | ST 37-2 | <500 | 1.0037 | 80-120 | 0.01-0.03 | ⚫ |
| 1.03 Structural steel | ST 60-2 | > 500 | 1.7735 | 80-120 | 0.01-0.03 | ⚫ |
| 1.04 Heat-treated steel | 42 CrMo 4 | <1000 | 1.7225 | 60-120 | 0.01-0.03 | ⚫ |
| 1.05 Cast iron | GS-45 | <1000 | 1.0446 | 60-120 | 0.01-0.03 | ⚫ |
| 1.06 Case-hardened steel | 16 MnCr 5 | <1200 | 1.7131 | 60-100 | 0.01-0.03 | ⚫ |
| 1.07 Ferritic/martensitic stainless steel | X 10 Cr 13 | <1100 | 1.4006 | 40-80 | 0.01-0.03 | ⚫ |
| 1.08 Heat-treated steel | 43 CrMo 4 | >1000 | 1.3563 | 50-100 | 0.01-0.03 | ⚫ |
| 1.09 Nitriding steel | 31 CrMoV 9 | <1300 | 1.8519 | 50-100 | 0.01-0.03 | ⚫ |
| 1.10 Tool steel | X 38 CrMoV 5 1 | <1300 | 1.2343 | 50-100 | 0.01-0.03 | ⚫ |
| 2.00 Stainless steels | ||||||
| 2.01 Austenitic stainless steel | G-X 2 CrNiMo 18 15 | <1100 | 1.3953 | 40-80 | 0.01-0.03 | ⚫ |
| 3.00 Non-ferrous metals | ||||||
| 3.01 Long-chipping aluminium | AI99.9 | <500 | 3.0305 | 80-120 | 0.01-0.03 | ⚫ |
| 3.02 Short-chipping aluminium | G-AISi12 | <500 | 3.2581 | 60-120 | 0.01-0.03 | ⚫ |
| 3.03 Copper alloy bronze, long-chipping | CuSn4 | <1200 | 2.1016 | 80-120 | 0.01-0.03 | ⚫ |
| 3.04 Copper alloy bronze, short-chipping | CuNi12Zn24 | <850 | 2.0730 | 40-100 | 0.01-0.03 | ⚫ |
| 3.05 Copper alloy brass, long-chipping | Cu Zn 20 | <600 | 2.0250 | 60-120 | 0.01-0.03 | ⚫ |
| 3.07 Thermoplastic | Cu Zn 39 Pb 3 | <600 | 2.0381 | 40-100 | 0.01-0.03 | ⚫ |
| 3.07 Thermoplastic | PVC, Acrylglas | <100 | - | 0.01-0.03 | ||
| 3.08 Duroplast | Bakelit, Melamin | <150 | - | 0.01-0.03 | ||
| 3.09 Fibre-reinforced plastics | CFK, GFK | <1500 | - | 0.01-0.03 | ||
| 3.10 Graphite | C8000 | <60 | - | 0.01-0.03 | ||
| 3.11 Composite materials | - | 0.01-0.03 | ||||
| 4.00 Cast metal | ||||||
| 4.01 Grey cast iron | GG10 | <260 HB | 0.6010 | 40-80 | 0.01-0.03 | ⚫ |
| 4.02 Spheroidal graphite iron | GGG 40 | <310 HB | 0.7040 | 40-80 | 0.01-0.03 | ⚫ |
| 4.03 Ductile iron | GTW-55 | <280 HB | 0.8055 | 40-80 | 0.01-0.03 | ⚫ |
| 5.00 Special alloys | ||||||
| 5.01 Titanium alloy | TiAI5Sn2,5 | <1200 | 3.7115 | 20-40 | 0.01-0.03 | |
| 5.02 Nickel-based alloy | NiCr21Mo | <1400 | 2.4858 | 20-40 | 0.01-0.03 | |
| 5.03 Super alloys | X45CrSi 9 3 | <1400 | 1.4718 | 20-40 | 0.01-0.03 | |
| 6.00 Hard materials | ||||||
| 6.01 Hardened steel -55 HRC | x40CrMoV5-1 | -55HRC | 0.9620 | 30-60 | 0.01-0.03 | ⚫ |
| 6.02 Hardened steel -65 HRC | 90MnCrV8 | <65HRC | 30-40 | 0.01-0.03 | ⚫ | |
Last viewed

ATORN hydraulic expansion chuck HSK63 (ISO 12164) dia. 6 mm A=70 mm

MITUTOYO gauge block with test certificate, 7 mm, tolerance class 1, ceramic

LEITECH thread insert M 16 x 1.5 - 6H no go

ATORN holder for cutting/turning system, 3-blade, internal, 16 mm x 16 mm, right

ATORN indexable insert SCGT 09T308 finishing FU1 HC7820

ATORN machine tap HSSE vap. 45° shape C MF10x1.06H

HK shelf W x D 975 x 330 mm RAL 7035 light grey

ATORN thread cutting insert 16ER12UN2M HC5630

ATORN thread cutting insert 22IR12UN3M HC5625

ATORN test pin RSB TC1 9.21 mm x 70 mm